帕普邮票
使用仿真软件首次制造高质量,具有成本效益的盖章零件
没有什么比完成第一次物理试用更糟糕的是,仅意识到您的部件遭受回弹或皱纹,或者也许甚至可能没有估计您需要从头开始做多少工具。这些错误和变化将在此过程中迟到时昂贵。
ESI PAM-邮票为您提供能力从零件和工具的设计中解决钣金成型性挑战,以便使用单个工具部件生产。验证各个面板的形成,甚至有助于验证封闭板的组装,例如门。几乎,开发和验证关键制造和加入过程,以确保所有钣金零件的零件,子组件和组件的生产能能,简单至复合,传统钢到先进的轻质钢板金属。

PAM-邮票的好处
- 获得准确,高质量的结果
- 应用高级材料模型
- 预测分裂,皱纹和表面缺陷
- 为尖端材料(AHS,UHS,铝合金)产生回弹预测
- 补偿闭环组件中的回弹,如门和引擎盖,考虑到了面板的制造和加入的效果
- 在短时间内计算大型模型,具有缩放(最多128个核心在HPC上)
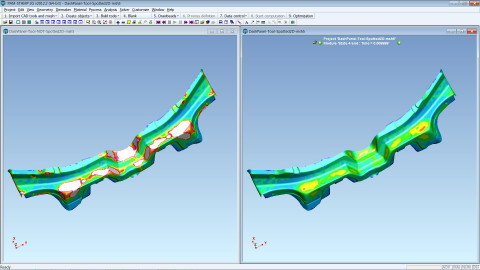
由于这种型号的模拟[...]的准确性,我们实现了非常好的结果,尽管这种情况具有三种不同的厚度和两个焊接线,但是尽管这种情况的复杂性以及两个焊接线的复杂性。
盖沼泽
热成型
热成型是一种快速增长和迷人的制造技术,其中湿坯的良好成形性与工具中的淬火相结合的末端部分的卓越强度。无形的可用材料甚至可以接近热成型钢的强度。这使得这是汽车崩溃相关部件的自然选择。如今,所有主要的OEM都可以使用其车辆的热成型零件作为崩溃增强。它甚至可以让您构建具有出色的碰撞性能的小型车辆 - 使传统上较弱的群组汽车在欧元NCAP碰撞试验中获得5颗星(例如,菲亚特500)。
因此,仅在冲压期间看起来只关注零件的成形性并没有意义。必须考虑整个连锁 - 从早期设计阶段。为了获得终点的属性,对实现崩溃性能至关重要。这意味着碰撞工程师必须依靠冲压部门制造具有正确特性的零件。
热成型本身是一种制造技术,不同的领域将一起玩,以使其工作。冲压部门必须在冶金,传热,冷却和流体动力学中建立知识 - 通常,涉及若干专家的地区。
通过这一新进程,邮票工程师突然面对几个新领域,他必须拥有高级知识来获得进程。
即使对于最有才华的工程师而言,成为所有这些领域的专家也不可行。这是一个公共区域,虚拟制造在获得新进程运行时可以发挥重要作用。在昂贵的热成型过程开始之前,可以在昂贵的热成型过程之前实际上测试零件制造。最终崩溃中的零件性能也可以实际上进行测试。这是迈向端到端虚拟制造的一步 - 即使挑战仍然存在挑战所有不同的方面。
如今,完整的值链是可用的,允许在淬火,冷却通道分析和虚拟现实检查后从初始部分成本中分析完整的压紧加固过程。
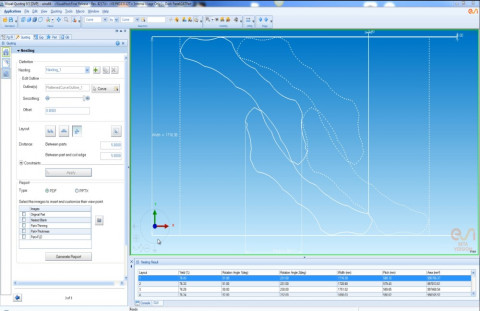
材料成本估计
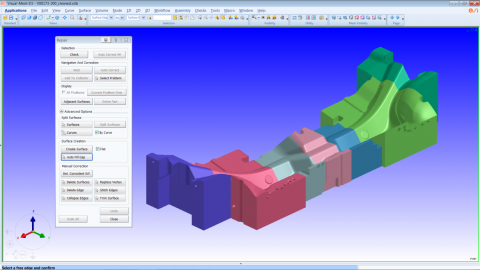
拓扑检查,清理和维修
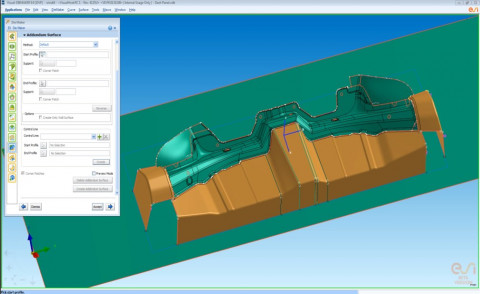
模具脸部设计
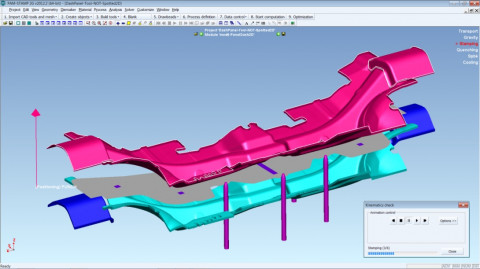
可行性形成模拟
高级成型仿真
缝合和加入封闭板
增加汽车中变种数量的持续趋势,同时降低所产生的车辆数量需要具有成本效益的制造方法和身体,如卷边卷曲。此程序非常灵活,只需要适度的投资。该仿真旨在避免在原型相位和试点系列期间的固定装置,编程和测试。除了最佳和无差错的边缘过程之外,模拟的焦点是由部件的弹簧背部和折叠的弹簧后面产生的组件的产生形状偏差。还可以评估最终外边缘的“滚动”。
在PAM-戳内的用户友好的界面定义了类似于由机器人臂引导的折叠卷的编程类似的物理过程。这允许人们系统地优化现有的经验和策略来控制可能产生的形状偏差。可以针对各个单个部件的前进操作顺序进行优化的部分的修剪线的位置。
管弯曲和液压成形
为了响应市场需求,以形成具有小弯曲比率的复杂部件,PAM-邮票提供精确的管弯曲模拟,具有现实的工具建模和行为,以避免下游问题。
液压成形是一种先进的成型技术,可以形成复杂部件和改善表面质量的可能性。液体凸起成型和高压技术可以单独或组合在PAM管内,覆盖各种管成型工艺。其易于使用的用户环境可确保节省时间的过程设置和工具设计,并帮助用户处理液压成形过程的复杂性。
PAM-邮票中的管弯曲是与学术和工业机构合作开发的。与Siegen大学和与戴姆勒克莱斯勒,奥迪,舒勒水电成型,HDE解决方案,Eberspâcher和Thyssenkrup Pudd的合作与戴姆勒克里斯勒,奥迪,舒尔尔水利成型的密切合作导致了坚固的工业软件,可靠地模拟管的弯曲和液压成形。它包括特殊功能:
- 估计菌株,
- 卵形化预测,
- 快速检测弯曲线,
- 考虑焊缝,
通常没有模拟管道的CNC弯曲,而是在弯曲机上的车间测试和优化。然而,对于液压制品作为中间制造步骤的管弯曲,弯曲起到至关重要的作用。因此,通常需要模拟液体成录期间的可行性确定的准确结果。如果目的是要求建立大会的实际制造的部分,它也没有意义忽略制造业务,因为它们确定了最终部分的性能属性。
- 简单的附录布局,
- 自动模面创作,
- 创建多阶段过程宏以实现高效工作。
- 完全并行化计算有助于加速开发过程并降低成本。
管弯曲
PAM-邮票提供用户一个虚拟弯曲机,其允许控制有关施加的力的所有轴,例如,在压力模具上的钳位模具或路径和速度控制上。升压辅助弯曲也是可能的。流程设置以简单的弯曲曲线开始,并允许用户基本弯曲知道如何容易地前进到弯曲管。
液压成形
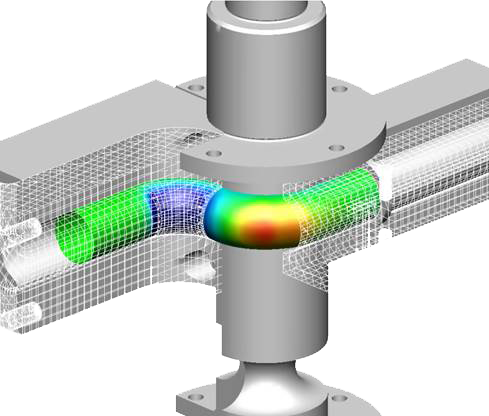
与通过常规压力机施加的机械力相比,液压成形意味着通过使用流体作为力换能器形成零件。在利基产业部门,培养基也可以是气体或塑料颗粒,这是与泥浆戳进行处理模拟的障碍。具有封闭横截面的管或曲线形成有内部压力或扁平坯料,具有单面压力施加,称为流体电压,或针对机械成型的被动阻力,所谓的AquAdraw工艺。
在封闭横截面的部件的换热过程中,通常使用轴向冲头以密封部分端并将材料推入成型模具中,以在部分末端附近的区域中实现更高的膨胀。诸如T件等分支的部件还需要一个计数器冲压,以控制材料流入支化。普及邮票内部的可能性完全涵盖所有这些技术方面。
PAM-Stamp跨越通过管弯曲和碰撞成型工艺的整个虚拟制造链,或者在可选地考虑到不锈钢材料的可选考虑到实际液压成形,然后修剪和可选的端部或进一步的机械成型。
液压成形中的典型客户挑战与传统的金属板形成类似,有一些添加。从最后一部分开始,液压成形部件设计模块PAM-Tubemaker支持逆向工程工作流的客户,即所需的初始管,具有实现最终部分所需的所有相关的制造步骤。在反向演变中,这意味着涵盖客户面临以下挑战:
- 测定管或轮廓部分的横截面
- 弯曲线的设计,选择许多弯曲和弯曲半径(通常是一个半径),这可以适用于可用设备以优化生产成本
- 决定可选的预成形操作
- 降落区的估计,即管末端的圆柱形部分
- 液压成型模具制备
- 初始管尺寸
在从管中运行到液压成形部分的初始模拟,或者部分运行,在出现问题的情况下,客户端可以决定在第二个或进一步的循环中优化,并在PAM-TUBEMAKER中实现它,适应工具和过程以改善结果。仿真结果回答了商店地板上可行性和必要设备的所有问题:
- 发生当地稀疏,裂缝或皱纹
- 需要特定的润滑,或可能凸轮操作
- 从CAD实现的形式偏离,也是零件的弹簧
- 所需的最大压力和与此相关的,关闭力I.。按压尺寸
- 最大限度。压力和调查的轴向进料/力决定了轴向液压缸的尺寸
PAM-邮票使客户能够在一个环境中测试和优化整个液压成形制作剧院,同时将选择使用PAM-Tubemaker作为起点,或者使用可用的CAD数据为客户提供所有工具和零件。在一天结束时,可以随时获得所有必要的数据和信息和可行性发表
